以下是:弯管中频弯管细节决定品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是:弯管中频弯管细节决定品质的图文视频
弯管中频弯管细节决定品质,云南省玉溪市航萧管件有限公司为您提供弯管中频弯管细节决定品质的资讯,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:聊城经济开发区崂山路物流院内发货到云南省 玉溪市 红塔区、江川区、澄江市、通海县、华宁县、易门县。 云南省,玉溪市 玉溪市地势西北高、东南低,山地、峡谷、高原、盆地交错分布,横距172千米,纵距163.5千米。大部分地区海拔1500-1800米。年平均气温为16.4-24.6℃,气候立体多样,冬无严寒,夏无酷暑,四季如春,干湿分明。
我们的现场实拍视频将带您走进弯管中频弯管细节决定品质产品的世界,产品视频细节之美一览无余!
以下是:弯管中频弯管细节决定品质的图文介绍

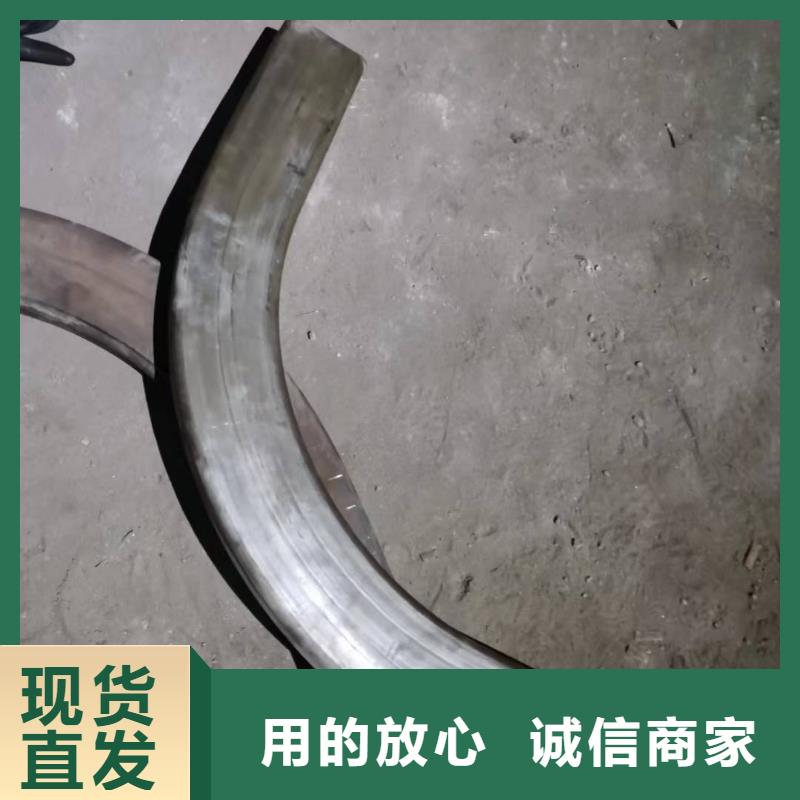
对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。 对弯管加工工艺的选择有哪些差距 因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。 在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。 那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。


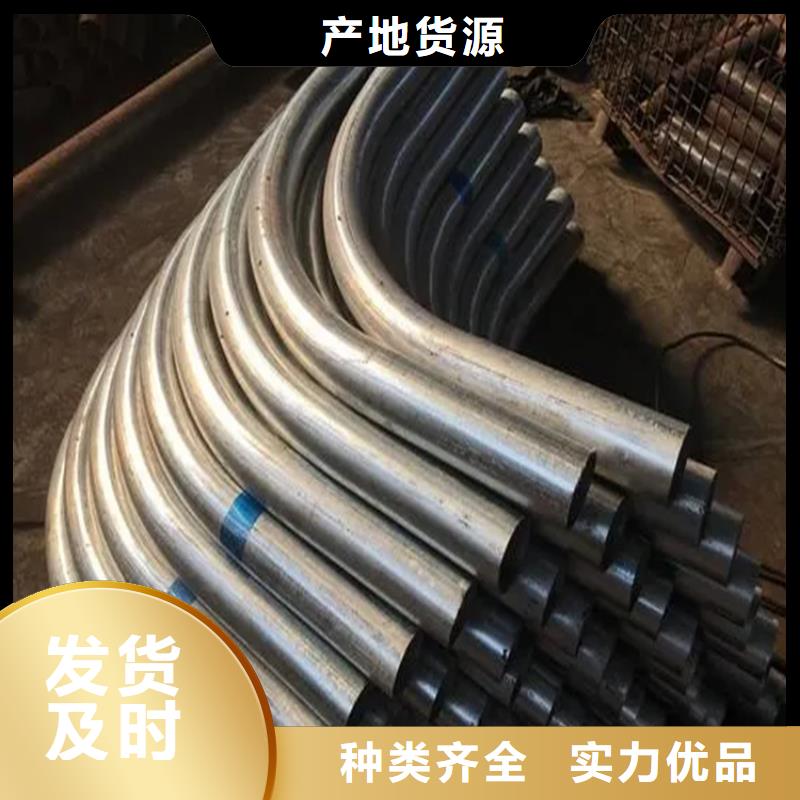
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。



我们坚持以优质产品为理念,坚持以产品品质为先,致力为市场和客户提供优质 弯管生产厂家产品。客户满意是我们的追求,实体厂家,现货供应,加工定制。层层规格,库存充足,,售后无忧,24小时专注售后服务,为您解答疑惑,品质可靠现货当天发货。



型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



在云南省玉溪市采购弯管中频弯管细节决定品质请认准云南省玉溪市航萧管件有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-17306359888,QQ:46564996,地址:经济开发区崂山路物流院内)。